Сверление глубоких отверстий
Jun. 3rd, 2017 11:07 amКак-то, когда я делал трость, у меня была задумка просверлить каждую деталь вдоль на всю длину и как детскую пирамидку надеть все детали на шпильку М6 и крепко стянуть. Чтобы надёжно.
Как всегда, реальность тогда разошлась с теорией.
Я сверлил через отверстие в задней бабке длинным сверлом (600 мм) диаметром 6 мм, заточенным "как сверло по металлу". То есть примерно так, как показано на этом видео. И несмотря на то, что точка входа сверла была всегда точно на оси вращения детали, точка выхода оказывалась где угодно; один раз она даже до второго торца не доехала, а вылезла на боковой стороне. То есть, сверло очень сильно уводило в сторону из-за неравномерности материала (дерево вдоль волокон). Причём мало того, что сверло уводило в сторону, сам просверленный канал был кривой: т.е. если посмотреть в одно отверстие, то второе отверстие было видно не всегда.
Длительное изучение вопроса показало, что нужна спец-заточка сверла. Сверло должно быть заточено так, чтобы по центру было выступающее вперед остриё, которое будет задавать направление сверления и за счет которого отверстие будет прямолинейным. Я это подсмотрел у вот этого приспособления: Axminster Evolution Series Long Hole Boring Kit. Сверло там заточено вот так:

В какой-то момент у меня дошли до этого руки, и я заточил своё сверло вот так:

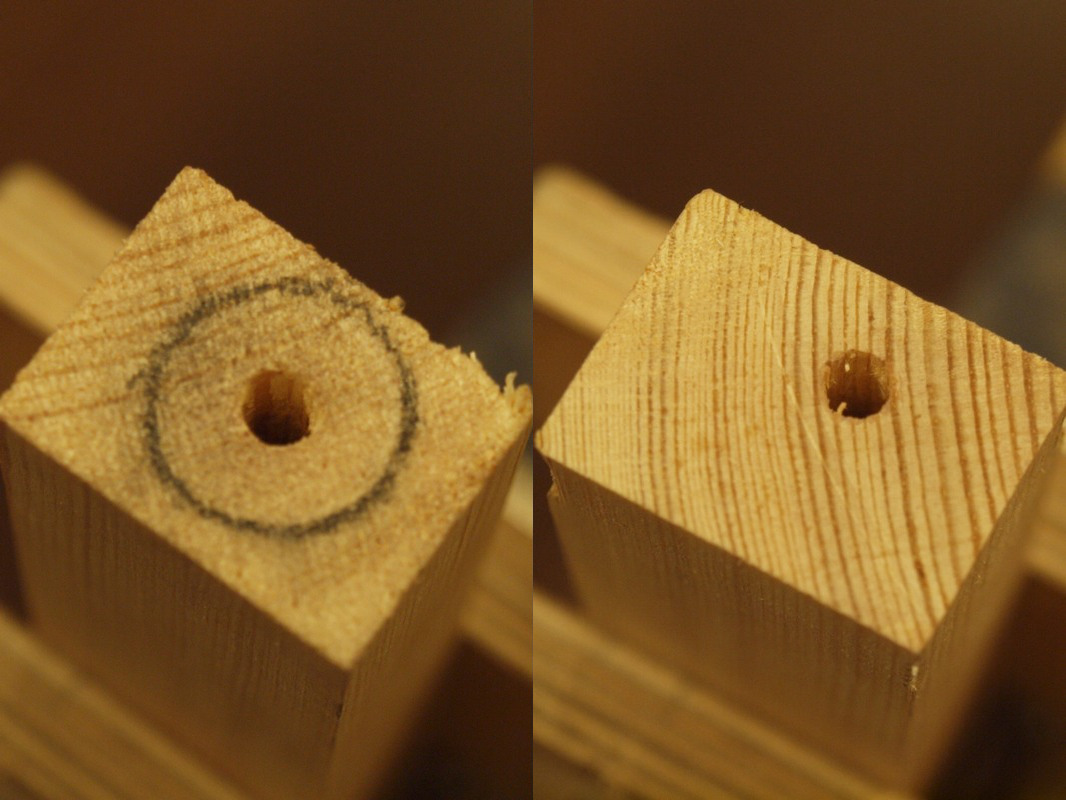
И это отчасти помогло. Просверленное отверстие теперь стало получаться чётко прямолинейным. Но точка выхода сверла всё равно смещалась в сторону от центра, хоть и не настолько драматично, как в прошлые разы. Вот проба №1:

Вот проба №2:

Вот проба №3:
И вот проба №4:

Вывод 1: применённая заточка сверла гарантированно решает задачу сверления прямолинейного отверстия.
Вывод 2: примененная заточка не решает проблему "прицела", т.е. чтобы и входное, и выходное отверстия находились на оси вращения. Точность прицела, видимо, достигается не за счет заточки.
Думаю, что в приспособлении от Axminster проблема точного прицела решается тем, что канал заднего вращающегося центра сделан точно по диаметру сверла и в момент начала сверления это обеспечивает точное начальное направление сверла вдоль оси вращения. А отклоняться сверлу не даёт правильная заточка. То есть теперь мне надо придумать что-то, что обеспечит точный прицел в момент начала сверления. И я вижу как минимум два разных способа это обеспечить.